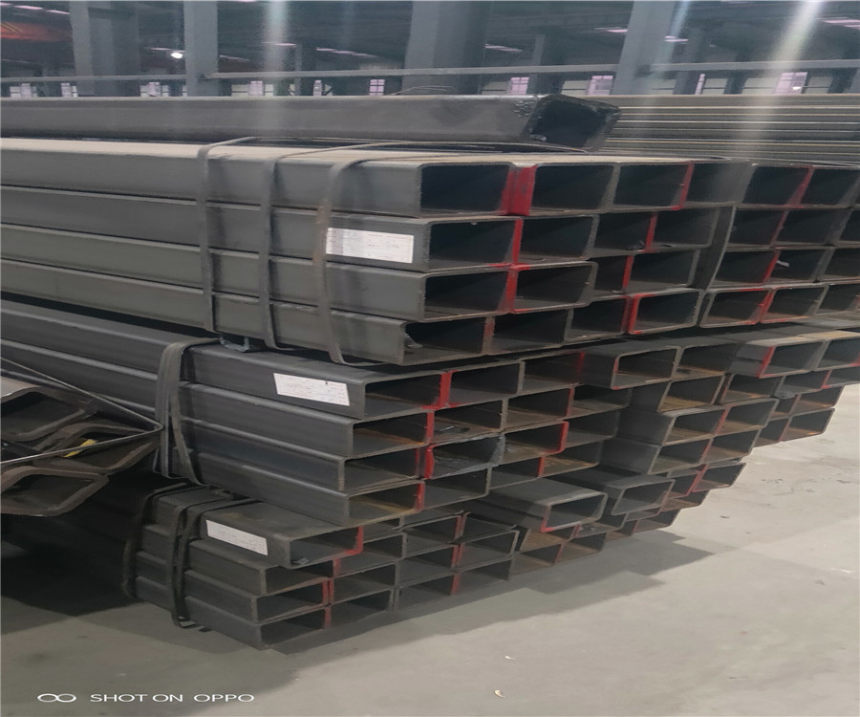
罗田集装箱制造用400*200*7.5QSTE700焊管
发布:2024-07-06 02:08:08 来源:wxzt123
摘要: TE700焊管
无锡征图钢业有限公司是一家以生产矩形钢管为主的方管厂作为专业矩管生产,无缝方管生产企业,矩形钢管生产工艺采用先进的热轧钢管生产线生产,产品销往 ,并部分出口,同时对外承揽来料业务,可根据客户需求生产各种非型号和各种钢号钢管。公司是一家专业生产高频焊接方矩管的生产企业。 车间配备有30条高频焊接生产线,这些先进的设备均由专业化的微机操作。作为方管、矩管的生产商之一,我们的年产量 600的特大型方管,以及冷弯异型管、口型钢、热 00,壁厚2— 25mm,材质普碳钢、不锈钢、锰钢、合金钢。并可生产椭圆、菱形等异型管。弯曲扭曲为1/1000以下。
1、方形管常用规格(axbx 800*8 110*1 bsp; 70*70*4 nbsp; 140*14 nbsp; 40*40* nbsp; 135*13 bsp; 3 bsp; 55*55*3-6 &nbs
2、矩形管常用规格(axbxt) 45a——q345d) nbsp; 600*80 *4-14 100*80*4-10 & 140*80*4-12 30*50 5-12 80*40*4-10 20*30*2- bsp; 10*20*2-3
本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。
焊管
另外,控制温度恒定的条件下,也要注意有效控制阳极电流密度,才能更好地保证氧化膜质量。硫酸阳极氧化电解液所使用的水质及电解液中的有害杂质必须严格控制。配制硫酸阳极氧化溶液不宜用自来水,尤其不能用浑浊的含Ca2+,Mg2+,SiO32-及Cl-含量高的自来水。一般情况下,水中Cl-浓度达25mg/L时就会对铝合金的阳极氧化产生有害影响。Cl-(包括其它卤族元素)可破坏氧化膜生成,甚至根本形不成氧化膜。
方管材质(q235- 矩形管材质(q235-q 3.0-10.&nbs 10.
广泛应用于钢结构建筑、石油化工、制辊、造纸机械、输油管线、水利、大型体育馆、展览馆、工业厂房、高层建筑、煤矿矿井集装箱业等领域。
TE700焊管
无锡征图钢业有限公司是一家以生产矩形钢管为主的方管厂作为专业矩管生产,无缝方管生产企业,矩形钢管生产工艺采用先进的热轧钢管生产线生产,产品销往 ,并部分出口,同时对外承揽来料业务,可根据客户需求生产各种非型号和各种钢号钢管。公司是一家专业生产高频焊接方矩管的生产企业。 车间配备有30条高频焊接生产线,这些先进的设备均由专业化的微机操作。作为方管、矩管的生产商之一,我们的年产量 600的特大型方管,以及冷弯异型管、口型钢、热 00,壁厚2— 25mm,材质普碳钢、不锈钢、锰钢、合金钢。并可生产椭圆、菱形等异型管。弯曲扭曲为1/1000以下。
1、方形管常用规格(axbx 800*8 110*1 bsp; 70*70*4 nbsp; 140*14 nbsp; 40*40* nbsp; 135*13 bsp; 3 bsp; 55*55*3-6 &nbs
2、矩形管常用规格(axbxt) 45a——q345d) nbsp; 600*80 *4-14 100*80*4-10 & 140*80*4-12 30*50 5-12 80*40*4-10 20*30*2- bsp; 10*20*2-3
本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。
焊管
另外,控制温度恒定的条件下,也要注意有效控制阳极电流密度,才能更好地保证氧化膜质量。硫酸阳极氧化电解液所使用的水质及电解液中的有害杂质必须严格控制。配制硫酸阳极氧化溶液不宜用自来水,尤其不能用浑浊的含Ca2+,Mg2+,SiO32-及Cl-含量高的自来水。一般情况下,水中Cl-浓度达25mg/L时就会对铝合金的阳极氧化产生有害影响。Cl-(包括其它卤族元素)可破坏氧化膜生成,甚至根本形不成氧化膜。
方管材质(q235- 矩形管材质(q235-q 3.0-10.&nbs 10.
广泛应用于钢结构建筑、石油化工、制辊、造纸机械、输油管线、水利、大型体育馆、展览馆、工业厂房、高层建筑、煤矿矿井集装箱业等领域。

无锡征图钢业有限公司是一家以生产矩形钢管为主的方管厂作为专业矩管生产,无缝方管生产企业,矩形钢管生产工艺采用先进的热轧钢管生产线生产,产品销往 ,并部分出口,同时对外承揽来料业务,可根据客户需求生产各种非型号和各种钢号钢管。公司是一家专业生产高频焊接方矩管的生产企业。 车间配备有30条高频焊接生产线,这些先进的设备均由专业化的微机操作。作为方管、矩管的生产商之一,我们的年产量 600的特大型方管,以及冷弯异型管、口型钢、热 00,壁厚2— 25mm,材质普碳钢、不锈钢、锰钢、合金钢。并可生产椭圆、菱形等异型管。弯曲扭曲为1/1000以下。
1、方形管常用规格(axbx 800*8 110*1 bsp; 70*70*4 nbsp; 140*14 nbsp; 40*40* nbsp; 135*13 bsp; 3 bsp; 55*55*3-6 &nbs
2、矩形管常用规格(axbxt) 45a——q345d) nbsp; 600*80 *4-14 100*80*4-10 & 140*80*4-12 30*50 5-12 80*40*4-10 20*30*2- bsp; 10*20*2-3
本产品广泛应用于建筑工程、桥梁、钢结构网架、车辆业、机械行业、石油设备、石化设备、核工业、船舶、市政工程、等各行业。
焊管
另外,控制温度恒定的条件下,也要注意有效控制阳极电流密度,才能更好地保证氧化膜质量。硫酸阳极氧化电解液所使用的水质及电解液中的有害杂质必须严格控制。配制硫酸阳极氧化溶液不宜用自来水,尤其不能用浑浊的含Ca2+,Mg2+,SiO32-及Cl-含量高的自来水。一般情况下,水中Cl-浓度达25mg/L时就会对铝合金的阳极氧化产生有害影响。Cl-(包括其它卤族元素)可破坏氧化膜生成,甚至根本形不成氧化膜。
方管材质(q235- 矩形管材质(q235-q 3.0-10.&nbs 10.
广泛应用于钢结构建筑、石油化工、制辊、造纸机械、输油管线、水利、大型体育馆、展览馆、工业厂房、高层建筑、煤矿矿井集装箱业等领域。
去应力退火去应力退火是将工件加热到Ac1以下的适当温度,保温一定时间后逐渐缓慢冷却的工艺方法。其目的是为了去除由于机械、变形、铸造、锻造、热以及焊接后等产生的残余应力。去应力退火工艺曲线。不同的工件去应力退火工艺参数见表C。去应力退火的温度,一般应比 一次回火温度低2~3℃,以免降低硬度及力学性能。对薄壁工件、易变形的焊接件,退火温度应低于下限。低温时效用于工件的半之后(如粗或次精之后),一般采用较低的温度。
最新资讯