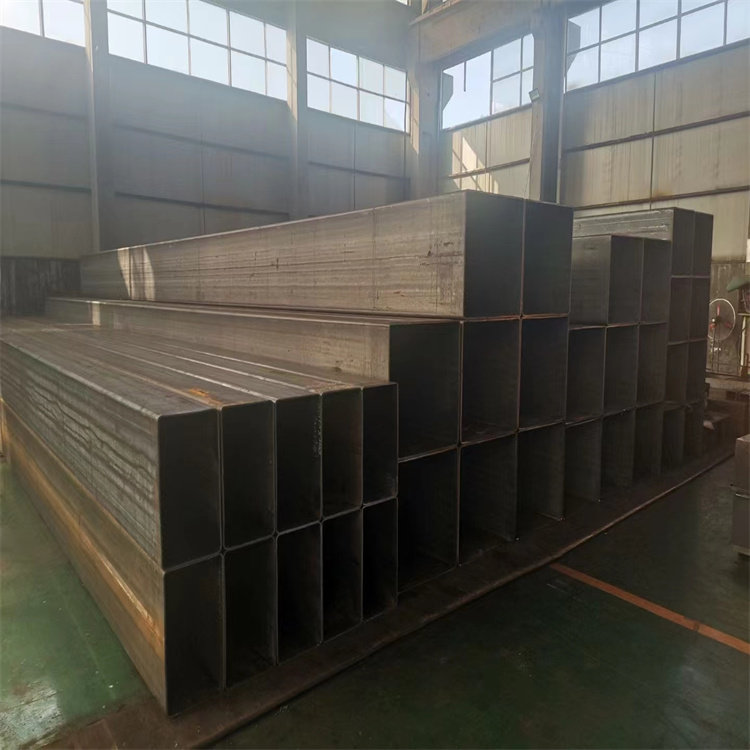
材质Q345C方管 贵港尖角方管 140x140x10方管 厂家加工
发布:2025-01-15 13:59:34 来源:sdystg666
材质Q345C 家根据不同坯料规格和成品尺寸有224架的小型轧机,18架为主流。目前,棒材轧制多采用步进式加热炉、高压水除鳞、低温轧制、无头轧制等新工艺,粗轧、中轧向适应大坯料及提高轧制精度方向发展,精轧机主要是提高精度和速度(18m/s)。产品规格一般为ф1-4mm,也有ф6-32mm或ф12-5mm的。生产的钢种为市场大量需要的低中高碳钢、低合金钢;轧制速度为18m/s。其生产工艺流程如下:步进式加热炉→粗轧机→中轧机→精轧机→水冷装置→冷床→冷剪→自动计数装置→打捆机→卸料台架1.生产前准备:BGV25#出口生产6mm螺纹钢时用φ6.5mm的23#出口替代或 出口夹板,轧废箱入口用φ6.5规格导管,轧废槽用φ6螺纹---φ7规格轧废槽。水冷夹送辊进口使用φ8规格进口,余使用φ6.5规格备件。智能夹送辊使用φ6.5规格备件。两台夹送辊辊环均使用φ6.5规格辊环。智能夹送辊辊缝调节要注意在无样棒情况下,按高压夹持试验按钮,上、下两辊不能相贴。手动关闭2段,3段水冷控制气阀进气关,关闭1段冷却水和清扫水手动阀门,试轧正常后手动启1段个别冷却水或清扫水喷嘴(注:手动慢慢启到7%左右),调节吐丝温度<12℃,同时生产结束后不要忘记恢复各水冷段手动阀门。轧制速度不得大于85米/秒,吐丝间隙控制在不小于6秒,同时打吐丝机扫旁通关(阀门度在6%左右)。在吐丝机扫旁通打的状态下,必须将水冷夹送辊下的气体干燥器旁通打,同时关闭干燥器的进气阀和阀,切断干燥器的使用(只要是螺纹钢必须如此操作)。干燥器的恢复由精整作业区在白班予以安排。生产12m坯料时,要求生产4小时或吐丝机状态发生改变时,必须停机用钢丝绳对吐丝管进行氧化铁皮。

山东轧三特钢有限公司一家销方矩管的企业.公司主要销方矩管、Q345B无缝方管、Q345D无缝方管、Q345C方矩管、大口径方管、不锈钢方矩管、镀锌方距管,无缝方距管,特殊规格(非标)方矩形管,焊管,螺旋钢管,带钢,热轧带钢,镀锌带钢,冷轧带钢,角钢,槽钢,H字钢,扁钢,型钢,板材,线材,型材等钢材。


材质Q345C方管 贵港尖角方管 140x140x10方管 厂家本实用新型是一种用于液体、气体输送及电线输导的不锈钢复合钢管,它是由不锈钢内管和外钢管构成,不需要任何粘结剂,在常温、常压的情况下,通过纯机械的方法,将不锈钢内管镶嵌并紧贴在外钢管的内壁里,外钢管包括镀锌钢管。本实用新型的特点是:结构简单合理,内壁光滑,具有良好的抗腐蚀性、稳定性、耐冲击性和耐久性,使用寿命长,不会产生水垢和造成供水过程的二次污染等。不锈钢复合钢管是在焊接钢管或无缝钢管内衬薄壁不锈钢管复合而成。目前,UO轧机几乎占领了日本的国内市场,为了更好地满足海外用户的需求,日本提高了炼钢、连铸、厚板生产、钢管全部工序的技术,发出新产品,并提高了生产高性能管线钢管上游工序的技术。同时,上游工序也大规模地引进了新的设备。本文介绍大口径钢管方法、钢管性能要求和上游工序的技术进步。1钢管方法概要1.1大口径焊接钢管的方法大口径钢管是由厚板、热轧板经过成形、焊接而成。
本公司产品 标准和日标JISG3445,JISG3446标准。
公司以质量求发展,以诚信纳客户,公司本着真诚,真情欢迎各界朋友莅临洽谈业务.
郑重承诺:以好的产品,优的质量,低的价格,完善的服务来答谢新老客户的信赖。
经营原则:顾客至上,质量优良,品质齐全,价格合理
凭借优良的管理、发优势,借助超前的发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目发运作,进一步完善发机制,强势打造公司的品牌效应。“以质量求生存,以信誉求发展,以市场为先导”是我们公司的经营理念。全体干职员工艰苦创业,努力拼搏与您并肩共创美好明天。
材质Q 方管 厂家低硅冶炼是一项综合技术。由于日钢的原、条件逐步转差,低硅冶炼不能依靠改善焦炭质量,提高入炉品位等精料手段来实现。对于面临的困难,炼铁技术人员,进行了充分的分析研究,并由铁前部牵头组织,针对烧结、球团、炼铁三个系统每旬定期召攻关会议,强调低硅冶炼对炼铁、炼钢的重要意义,同时强调降硅要从系统内部着手,要完全通过提高操作水平来保障低硅冶炼的实现。烧结厂主要工作是:稳定成分、提高强度、改善粒级、降低亚铁等。